MISE AU PROFIL DES BAGUETTES
Cette phase est sans aucun doute la plus palpitante. Outre le fait que son aboutissement permet de deviner les « formes » de la future canne, elle comprend également la fabrication d’un outillage qui est la clé de voute de la grande aventure du bambou refendu : le gabarit de finition. Cet outil est constitué de deux profilés rectangulaires en acier juxtaposés et reliés entre eux, mais de façon réglable.
Tous les 10 cm sont positionnées une ( ou deux ) goupilles assurant un guidage entre les deux parties du gabarit, ainsi que deux vis; la première rapproche les barres d’acier et la seconde les éloigne. Au plan de joint de l’outillage sont pratiqués deux chanfreins dégressifs à 30° sur chacune des arêtes afin d’obtenir une rainure en « V » de section isocèle.
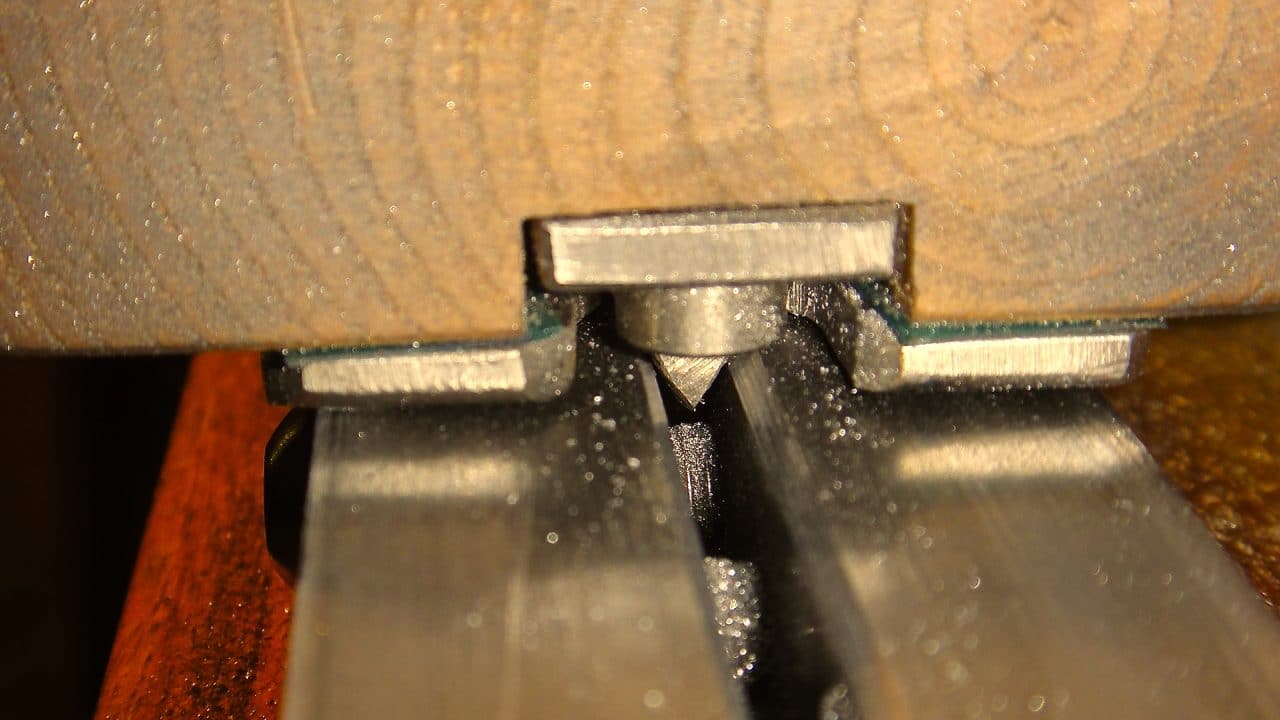
Ci-dessous, le gabarit en cours d’usinage :



L’outil servant à réaliser les chanfreins sur le gabarit est constitué d’un support en bois sous lequel est fixée une lime douce isocèle dépassant de 6 mm environ.

L’usinage du chanfrein sur les barres écartées en sifflet est une opération fastidieuse qui demande 5 à 6 heures de travail (tendinite assurée).
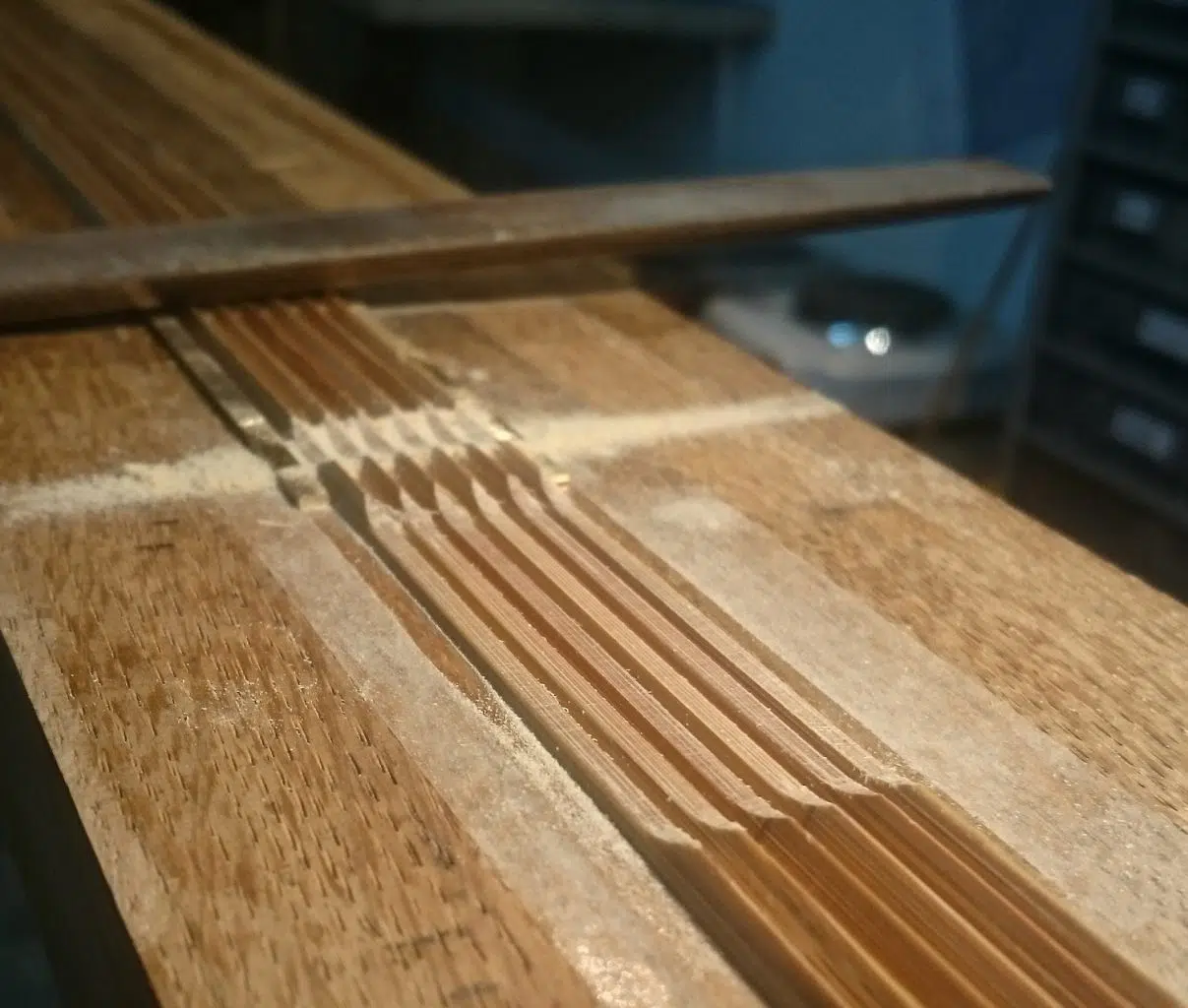
Ci-dessous, le gabarit est enfin achevé.

Le travail de mise au profil des baguettes peut commencer. La première opération consiste à procéder au réglage du gabarit. Celui-ci est réalisé tous les 10 cm au moyen d’une jauge de profondeur ( comparateur ) et des vis de réglage qui permettent d’éloigner ou rapprocher les 2 barres jusqu’à obtenir l’écartement et la profondeur requis.

Ces différentes côtes de profondeur sont données par l’abaque correspondant au profil de la canne choisie. Ces données s’échangent entre passionnés et proviennent pour la plupart des « grands maitres » (Garrisson, Gillum, Payne, Brunner, etc), ou des firmes ancestrales (Pezon et Michel, Hardy, Thomas, etc).
Certains constructeurs conçoivent eux-mêmes leurs profils ou adaptations de profil, mais cela requiert des connaissances techniques de très haute volée.
La « mise à la côte » des ébauches est réalisée au moyen d’un rabot, lime ou racloir, jusqu’à l’affleurement du gabarit. Cette opération se fait en avançant progressivement la baguette dans la rainure de l’outillage, tout en alternant la coupe sur les 2 faces internes du bambou. La cuticule, préservée le plus longtemps possible, est simplement arasée sur quelques centièmes de mm lorsque le profil est sur le point d’être atteint.

L’ALVEOLAGE
L’inconvénient majeur des cannes en bambou refendu reste leur poids relativement élevé (environ 30 % supérieur à celui des cannes en carbone). Ceci a bien sur une incidence directe sur le moment d’inertie de la canne, lequel lui confère une importante souplesse. Il en résulte une action parabolique propre à une majorité de cannes en bambou refendu.
La technique d’alvéolage consiste à alléger la future canne en éliminant le bambou superflu. Par bonheur, cette matière qui est en fait la partie interne et peu résistante du tronc de bambou se trouve sur la face cachée et non fonctionnelle de chaque baguette.
Cette matière peut donc être éliminée sans aucun état d’âme au moyen d’une lime ou racloir, mais de façon partielle en ménageant une « cloison » tous les 5 à 8 cm afin d’éviter que l’ouvrage s’ovalise à l’usage.

Le gain de poids obtenu par la technique d’alvéolage peut approcher 10 % du poids total de la canne.
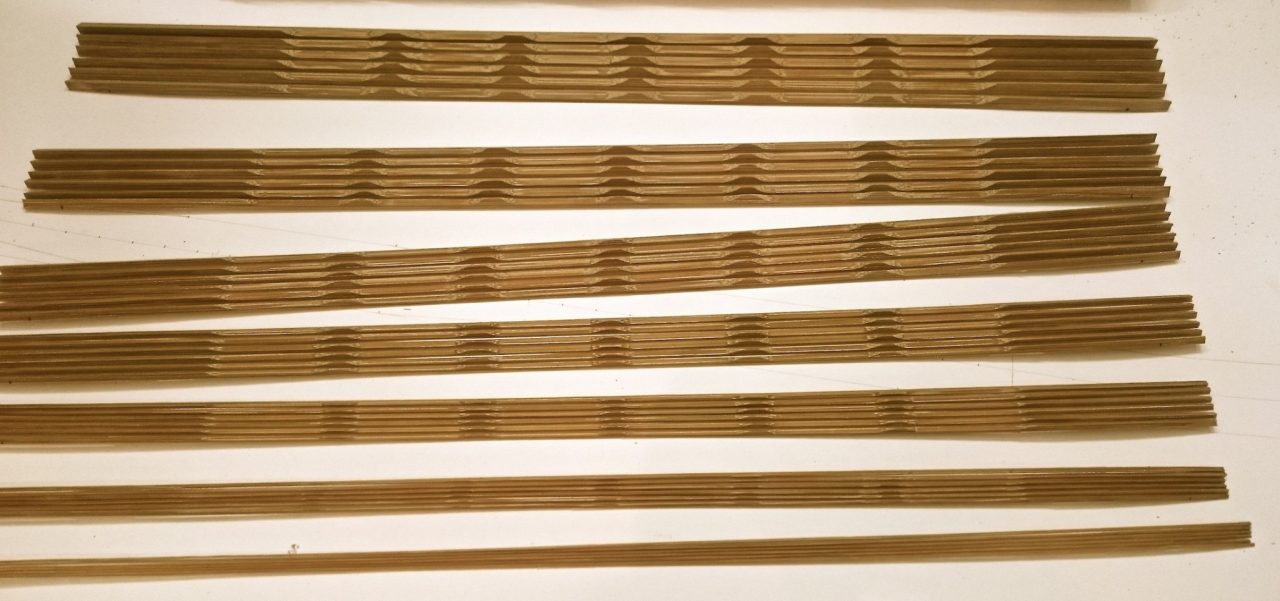
Ci-dessous les 42 brins alvéolés d’une canne à tenkara.